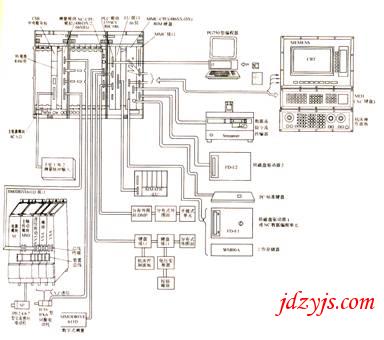
产品规格: SINUMERIK 840C
详细说明: 用于车床和铣床轨迹控制的模块化微处理器CNC系统,内装功能强大的PLC135WB2
基本软件中包括的CNC-功能
|
显示 |
操作 |
|
屏幕显示
运行状态文字显示
机床控制面板和带LED的用户按键
图形编程(固定循环参数编程)
多通道显示
显示器暗置
双溜板显示
铣削程序模拟 |
分为5个操作范围(区域)
14个软件按键支持的软件菜单操作
操作面板禁止
操作面板转换
机床操作面板的钥匙开关
不用操作面板和NC全键盘操作
内装文本编辑器,可方便地进行文字编辑 |
|
运行方式 |
机床主轴配量 |
|
自动
中断或暂停后继续自动运行方式
在自动或调整方式下存入S.T.M.H参数
在自动运行方式下,下述操作操作的影响
JOG方式(调整)
示数
MDA(手动输入)
预置,设定新的坐标参考点
运行方式可通过机床功能补充 |
主轴功能软件包
主轴变换 |
|
通道和运行方式组的机床配置 |
适应于运动过程的机床配置 |
|
一个CNC通道
一个运行方式组
通道结构:和NC轴或插补轨迹同时异步运行
把插补通道分成运行方式组
热起动 |
直线与圆弧插补
3D插补,螺旋线插补
和独立的进给轴同时定位
加权因子 |
|
机床进给轴配置 |
|
车、铣加工
输入系统:公制或英制;机床:公制或英制
公制或英制转换
输入单位可选
测量系统精度可由适配因子和位置控制精度相适应
位置控制精度和输入单位无关并可选择
程序范围为+/-8位数取决于输入单位和位置控制精度,
位置控制输出:最大+/-10v/2mA
进给和快进:最小进给量mm/分$10X输入单位
5个测量回路功能用于伺服轴和主轴 |
15个测量回路功能用于伺服轴和主轴(最大6个主轴)
轴的地址可由机床数据位选择
轴特殊的采样时间
轴的特殊精度
根据程序钥匙对轴任意编址
轴的跟随运行
程序试运行,不启动机床或仅带一个轴运行程序
扩展地址,例如用Q1$, Q2$, Q3$标记辅助轴
无限制转动的旋转轴
双溜板或双主轴结构
高精度的旋转轴
轴变换 |
|
校正和补偿 |
|
进给修调0%-120%(0%-130%内部)
快进修调0%-100%
主轴速度修调50%-120%(0%-150%内部)
每轴可存4个零点偏置
每轴可存4个附加零点偏置
每轴有2个可编程零点偏置 |
外部附加的零点偏置
刀具补偿包括819个刀补段,包括刀具号,刀具类型,几何长度,磨损情况, 基本尺寸
5轴刀具长度补偿(和5轴线性插补相关)
切削半径/铣削半径轨迹补偿
每个轴的间隙补偿
补偿 |
|
CNC-编程 |
PLC-编程 |
|
在加工过程中同时编程
在加工过程中可同时进行程序和PLC报警文本复制,删除和编辑
在程序中加注释
主程序号4位+进制数
每个程序段,3个M功能
子程序技术
子程序号4位+进制数
扩展地址方式
程序跳转GOTO, CASE, IF THEN ELSE, WHILE
图形支持的轮廓编程
图形支持的车削和铣削标准循环
圆弧半径直接编程
灵活的平面选择
绝对地址与相对地址编程
极坐标编程
参数技术
坐标变换 TRANSMIT用于车床上的车/铣方式变换 |
STEP 5编程语言,具有丰富的指令库
编程方式可用AWL,KOP,FUP和GRAPH 5
在CNC和PLC之间宽接口用于数据快速交换
所有线性轴路径镜象
1024个输入点
1024个输出点
128个计时器,时间范围0.01秒-9990秒
128个计数器,计数范围0-999
1024个标志
程序结构
通过PLC给出CNC轴路径
通过PLC进行换刀和刀库控制
备用刀具
功能块调用
PLC中256个定时器256个计数器 |
|
存储器结构 |
数据交换 |
|
在硬盘中可存32000个程序(取决于存储器结构)
CNC-用户存储器中1MbyteRAM为加工子程序使用
硬盘上5Mbyte中央用户存储器
PLC用户程序存储器32Kbyte(RAM)
PLC-用户数据存储器8Kbyte(RAM) |
通用串行接口RS232C(V-24)TTY(20mA),参数可设置9600波特
在加工时可同时读入和输出程序及PLC报警信息
功能全面的文件管理方式
根据工件的数据处理
用一条指令存入/取出一个工件的所有数据和程序
用一条指令存入多个的工件
通过文字提示来设置接口 |
|
安全功能 |
|
对测量回路,温度,电池,电压,存储器,极限开关,通风设备进行永久性的安全监控
接口诊断
存储所有硬件报警服务记录(带日期和时间) |
|